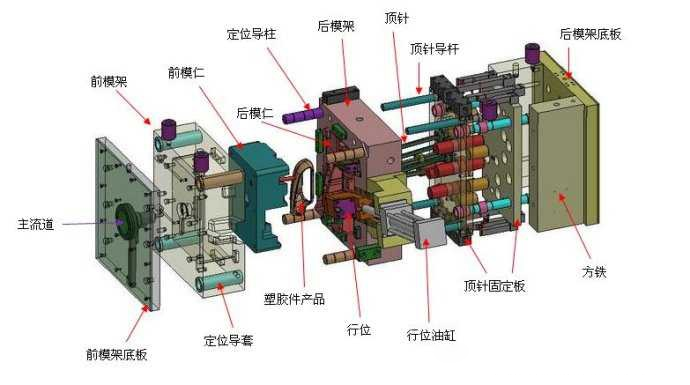
1 Кампазіцыя ліцця пад ціскам.У асноўным ён складаецца з фармовачных частак (маюцца на ўвазе дэталі, якія складаюць паражніну формы з рухомых і нерухомых частак формы), сістэмы залівання (канал, праз які расплаўлены пластык трапляе ў паражніну формы з сопла ліццёвай машыны), накіроўвалай часткі (для таго, каб форма была дакладна выраўнавана, калі форма закрыта), механізм штуршка (прылада, якое выштурхвае пластык з паражніны формы пасля расколу формы), сістэма рэгулявання тэмпературы (для задавальнення патрабаванняў да тэмпературы формы ў працэсе ўпырску) ) Выцяжная сістэма (паветра ў паражніны формы і газ, які выпараецца самім пластыкам, выводзяцца з формы падчас фармавання, а выпускная канаўка часта размяшчаецца на раздзяляльнай паверхні) і апорныя дэталі (выкарыстоўваюцца для ўстаноўкі і фіксацыі або падтрымліваюць фармовачныя часткі і іншыя часткі механізму) складаюцца, а часам ёсць механізмы бакавога аддзялення і выцягвання стрыжня.
2. Этапы праектавання ліцця пад ціскам
1. Падрыхтоўка перад праектаваннем
(1) Заданне на праектаванне
(2) Знаёмства з пластыкавымі дэталямі, уключаючы іх геаметрычную форму, патрабаванні да выкарыстання пластыкавых дэталяў і сыравіну для пластыкавых дэталяў
(3) Праверце працэс фармавання пластыкавых дэталяў
(4) Укажыце мадэль і тэхнічныя характарыстыкі ліццёвай машыны
2. Сфармулюйце тэхналагічную карту фарміравання
(1) Агляд прадукту, напрыклад, прынцыповая схема, вага, таўшчыня сценкі, праектная плошча, габарытныя памеры, ці ёсць бакавыя паглыбленні і ўстаўкі
(2) Агляд пластмас, якія выкарыстоўваюцца ў прадукце, такія як назва прадукту, мадэль, вытворца, колер і сушка
(3) Асноўныя тэхнічныя параметры абранай ліццёвай машыны, такія як адпаведныя памеры паміж ліццёвай машынай і ўсталявальнай формай, тып шнека, магутнасць (4) ціск і ход ліццёвай машыны
(5) Умовы ліцця пад ціскам, такія як тэмпература, ціск, хуткасць, сіла фіксацыі формы і г.д
3. Этапы канструкцыі ліцця пад ціскам
(1) Вызначце колькасць паражнін.Умовы: максімальны аб'ём упырску, сіла замыкання формы, патрабаванні да дакладнасці вырабу, эканамічнасць
(2) Выберыце паверхню сцёку.Прынцып павінен заключацца ў тым, што структура формы простая, аддзяленне лёгкае і не ўплывае на знешні выгляд і выкарыстанне пластыкавых дэталяў
(3) Вызначце план размяшчэння паражніны.Выкарыстоўвайце збалансаванае размяшчэнне, наколькі гэта магчыма
(4) Вызначце сістэму варот.Уключаючы канал галоўнага патоку, адводны канал, вароты, халодную адтуліну і г.д.
(5) Вызначце рэжым выпуску.Розныя метады вымання формы распрацаваны ў залежнасці ад розных частак формы, пакінутых пластыкавымі часткамі.
(6) Вызначце структуру сістэмы рэгулявання тэмпературы.Сістэма рэгулявання тэмпературы ў асноўным вызначаецца тыпам пластыка.
(7) Калі канструкцыя ўстаўкі прымаецца для матавай плашкі або стрыжня, вызначаюцца апрацоўваемасць, а таксама ўстаноўка і рэжым фіксацыі ўстаўкі.
(8) Вызначце тып выхлапу.Як правіла, зазор паміж раздзяляльнай паверхняй прэс-формы і механізмам выкіду, а таксама формай можа выкарыстоўвацца для выхлапу.Для вялікай і высакахуткаснай формы для ліцця пад ціскам павінна быць распрацавана адпаведная форма выхлапу.
(9) Вызначце асноўныя памеры формы для ліцця пад ціскам.Па адпаведнай формуле разлічыце працоўны памер фармовачнай часткі і вызначце таўшчыню бакавой сценкі паражніны формы, ніжняй пласціны паражніны, апорнай пласціны стрыжня, таўшчыню рухомага шаблону, таўшчыню пласціны паражніны модульная паражніну і вышыня закрыцця формы для ліцця пад ціскам.
(10) Выберыце стандартную аснову формы.Выберыце стандартную аснову формы для ліцця пад ціскам у адпаведнасці з асноўнымі памерамі распрацаванай і разлічанай формы для ліцця пад ціскам і паспрабуйце выбраць стандартныя дэталі формы.
(11) Накідайце структуру формы.Маляванне поўнага эскіза структуры формы для ліцця пад ціскам і малюнак структуры формы - гэта вельмі важная праца пры распрацоўцы формы.
(12) Праверце адпаведныя памеры формы і ліццёвай машыны.Праверце параметры выкарыстоўванай машыны для ўпырску, уключаючы максімальны аб'ём упырску, ціск упырску, сілу фіксацыі формы, а таксама памер усталявальнай часткі формы, ход адкрыцця формы і механізм выкіду.
(13) Агляд канструкцыі ліцця пад ціскам.Правесці папярэдні агляд і атрымаць згоду карыстальніка, а таксама неабходна пацвердзіць і змяніць патрабаванні карыстальніка.
(14) Намалюйце зборачны чарцёж прэс-формы.Дакладна пакажыце ўзаемасувязь зборкі кожнай часткі формы для ліцця пад ціскам, неабходныя памеры, серыйныя нумары, дэталі, бланк загалоўка і тэхнічныя патрабаванні (змест тэхнічных патрабаванняў наступны: а. патрабаванні да прадукцыйнасці структуры штампа, такія як патрабаванні да зборкі механізму выкіду і патрабаванні да працэсу зборкі стрыжня, напрыклад, зазор паміж верхняй і ніжняй часткамі штампа, патрабаванні да апрацоўкі штампа, надпіс, маслянае ўшчыльненне і захоўванне (15) Намалюйце чарцёж дэталі з чарцяжа формы: спачатку знутры, потым звонку. складаныя, потым простыя, спачатку ўтваральныя часткі, потым структурныя часткі.
(16) Праглядзіце праектныя чарцяжы.Канчатковы агляд канструкцыі формы для ліцця пад ціскам - гэта канчатковая праверка канструкцыі формы для ліцця пад ціскам, і больш увагі трэба надаваць прадукцыйнасці апрацоўкі дэталяў.
3. Аўдыт ліцця пад ціскам
1. Асноўная структура
(1) Ці адпавядаюць механізм і базавыя параметры формы для ліцця пад ціск ліццёвай машыне.
(2) Ці ёсць у прэс-формы заціскны накіроўвалы механізм і ці разумна канструкцыя механізму.
(3) Ці разумны выбар раздзяляльнай паверхні, ці існуе магчымасць успышкі, і ці застаецца пластыкавая частка на баку рухомай штампа (або нерухомай штампа), устаноўленага ў механізме выкіду і вызвалення.
(4) Ці з'яўляюцца разумнымі планіроўка паражніны і канструкцыя варотнай сістэмы.Ці сумяшчальны засаўка з пластыкавай сыравінай, ці эквівалентная пазіцыя засаўкі, ці падыходзяць геаметрычная форма і памер засаўкі і бягуна і ці з'яўляецца разумным каэфіцыент расходу.
(5) Ці разумна канструкцыя фасонных частак.
(6) Механізм вызвалення выкіду і бакавая втулка.Ці разумны, бяспечны і надзейны механізм выцягвання стрыжня.Ці ёсць перашкоды і аклюзія.(7) Ці ёсць выхлапны механізм і ці з'яўляецца яго форма разумнай.(8) Ці патрабуецца сістэма рэгулявання тэмпературы.Ці разумныя крыніца цяпла і рэжым астуджэння.
(9) Ці з'яўляецца структура апорных частак разумнай.
(10) Ці могуць агульныя памеры забяспечыць усталяванне, ці абраны спосаб мацавання разумным і надзейным, і ці адпавядае адтуліна для балта, якое выкарыстоўваецца для ўстаноўкі, з становішчам адтуліны для шрубы на механізме ўпырску і фіксуючай пласціне формы.
2. Канструктарскія чарцяжы
(1) Зборачны чарцёж
Ці ясная ўзаемасувязь зборкі частак і кампанентаў, ці належным чынам і абгрунтавана пазначаны адпаведны код, ці поўная маркіроўка дэталяў, ці адпавядае яна серыйнаму нумару ў спісе, ці ёсць дакладныя адзнакі ў адпаведных інструкцыях і як стандартызаваная ўся форма для ліцця пад ціскам.
(2) Чарцёж дэталяў
Ці выразна пазначаны нумар дэталі, назва і аб'ём апрацоўкі, ці разумныя і поўныя допуск памераў і розныя адзнакі дапушчэнняў, ці зарэзерваваны для шліфоўкі дэталі, якія лёгка насіць, якія дэталі маюць звышвысокія патрабаванні да дакладнасці, ці з'яўляецца гэта патрабаванне разумна, ці з'яўляецца матэрыяльная падушка кожнай дэталі адпаведнай, і ці з'яўляюцца патрабаванні да тэрмічнай апрацоўкі і патрабаванні да шурпатасці паверхні разумныя.
(3) Картаграфічны метад
Ці правільны метад малявання, ці адпавядае ён нацыянальным стандартам і ці лёгка зразумець геаметрычныя фігуры і тэхнічныя патрабаванні, выказаныя на чарцяжы.3. Якасць дызайну ліцця пад ціскам
(1) Пры распрацоўцы формы для ліцця пад ціскам, ці былі правільна разгледжаны характарыстыкі працэсу і прадукцыйнасць фармавання пластыкавай сыравіны, магчымы ўплыў тыпу машыны для ліцця пад ціскам на якасць ліцця і ці былі прыняты адпаведныя прафілактычныя меры для магчымыя праблемы ў працэсе фармавання падчас праектавання ліцця пад ціскам.
(2) Ці былі разгледжаны патрабаванні да пластыкавых дэталяў да дакладнасці навядзення формы для ліцця пад ціскам і ці была разумна распрацавана накіроўвалая структура.
(3) Ці правільны разлік працоўных памераў фасонных частак, ці можна гарантаваць дакладнасць вырабаў і ці валодаюць яны дастатковай трываласцю і калянасцю.
(4) Ці могуць апорныя часткі забяспечыць дастатковую агульную трываласць і калянасць формы.
(5) Ці ўлічваюцца патрабаванні да выпрабаванняў формы і рамонту
4. Ці ёсць канаўкі, адтуліны і г.д., зручныя для зборкі і разборкі з пункту гледжання ўмоў зборкі і разборкі і апрацоўкі, і ці ёсць яны маркіроўкі.
Час публікацыі: 6 сакавіка 2023 г