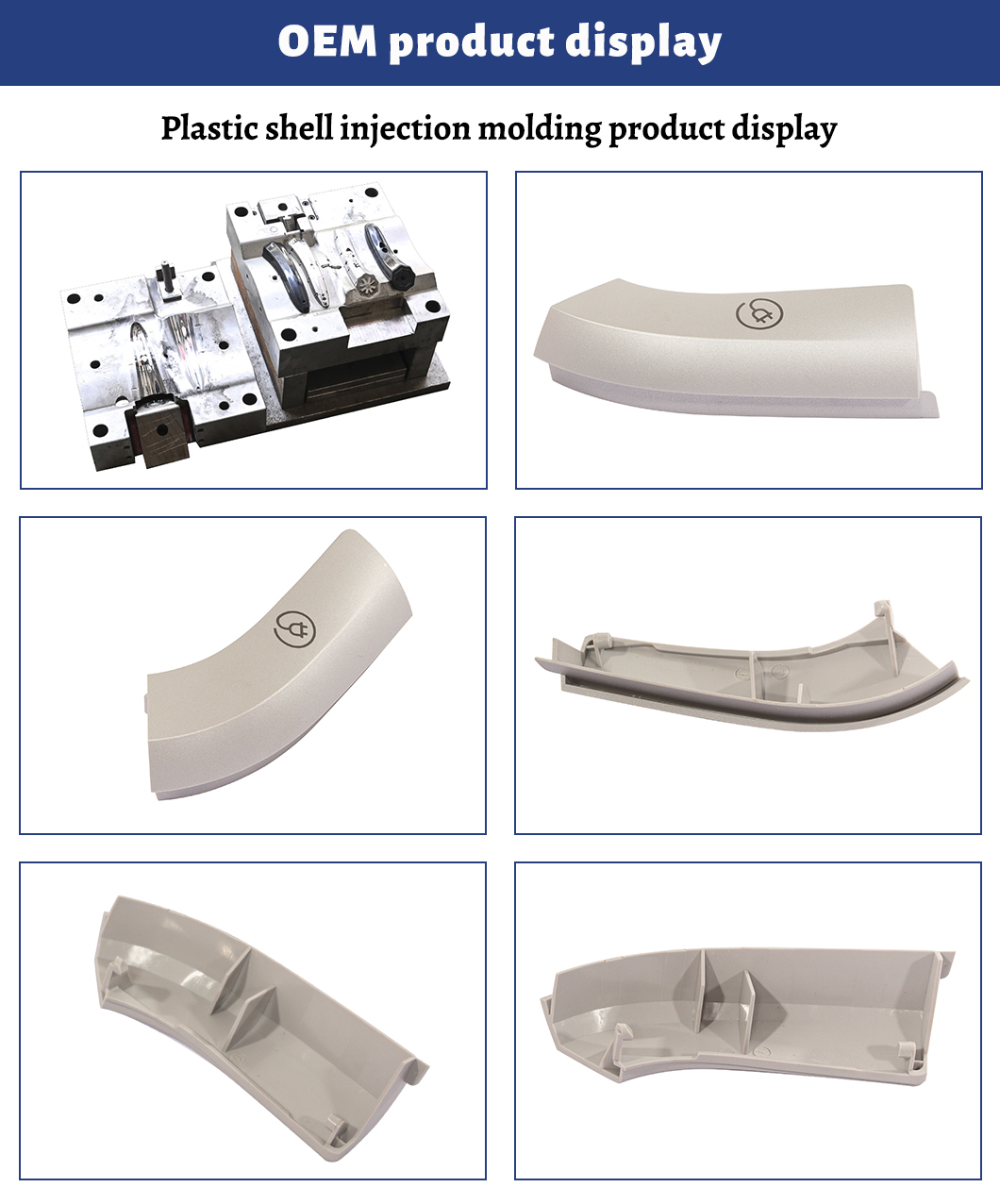
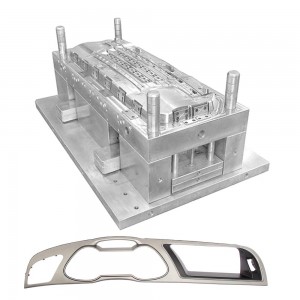
Форма для ліцця пад ціск аўтазапчастак






Апісанне
1. Наліўная сістэма
Гэта адносіцца да часткі канала патоку да таго, як пластык патрапіць у паражніну з сопла, уключаючы асноўны канал патоку, адтуліну для халоднай падачы, адводнік і засаўку, сярод іншага.
2. Сістэма фармовачных дэталяў:
Гэта адносіцца да камбінацыі розных частак, якія складаюць форму прадукту, у тым ліку рухомай формы, нерухомай формы і паражніны (увагнутай формы), стрыжня (пуансона), фармовачнага стрыжня і г. д. Унутраная паверхня стрыжня фармуецца, і фармуецца форма вонкавай паверхні паражніны (ўвагнутая плашка).Пасля закрыцця штампа стрыжань і паражніну ўтвараюць паражніну штампа.Часам, у адпаведнасці з патрабаваннямі працэсу і вытворчасці, стрыжань і плашка вырабляюцца з камбінацыі рабочых блокаў, часта з аднаго кавалка, і толькі ў лёгка пашкоджаных і цяжкіх для працы частках устаўкі
3, сістэма кантролю тэмпературы.
Каб адпавядаць патрабаванням да тэмпературы працэсу ўпырску, неабходна мець сістэму кантролю тэмпературы для рэгулявання тэмпературы матрыцы.Для тэрмапластычных формаў для ліцця пад ціскам, асноўная канструкцыя сістэмы астуджэння для астуджэння формы (таксама можна награваць форму).Распаўсюджаны метад астуджэння прэс-формаў - гэта стварэнне канала астуджальнай вады ў форме і выкарыстанне цыркулявалай астуджальнай вады для выдалення цяпла з формы.У дадатак да нагрэву формы, астуджальная вада можа выкарыстоўвацца для прапускання гарачай вады або гарачага алею, а электрычныя награвальныя элементы могуць быць устаноўлены ўнутры і вакол формы.